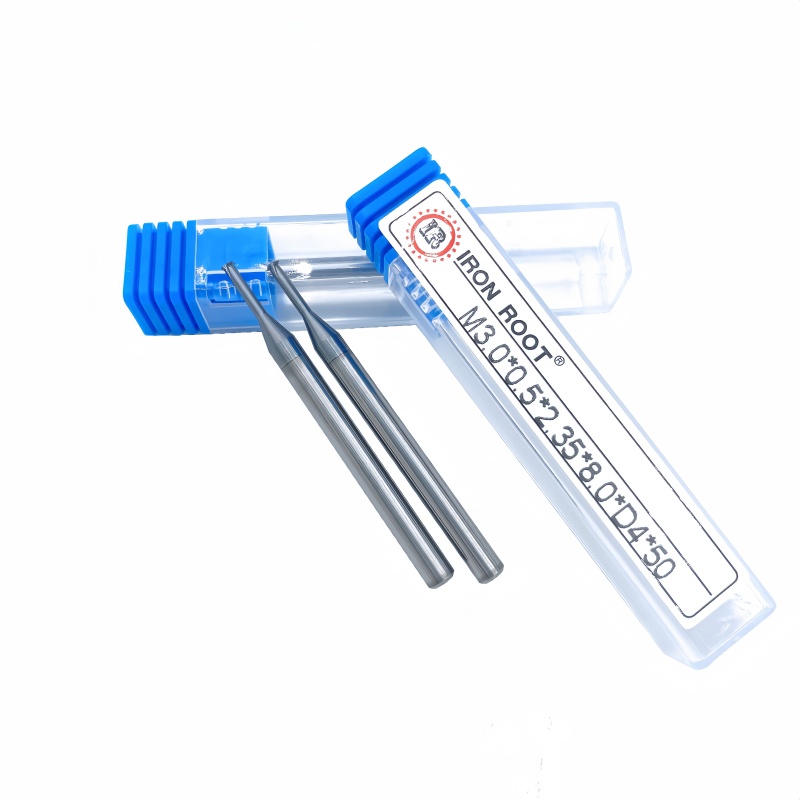

Вольфрамовая стальная резьбовая резак | M1-M24 Метрика/Имперская полная спецификации | Конструкция, подходящая для сплава из нержавеющей стали/титана
1. Основные технологические преимущества
Ультра-высокая точность и поверхностная отделка
Используя 65-й вольфрамовый стальной сплав и технологию нано-уровня покрытия, твердость достигает HRC89, достигая точности обработки резьбы ± 0,005 мм и шероховатости поверхности RA≤0,8 мкм, что намного превышает эффект обработки традиционных TAP.
Однородная спиральная конструкция снижает сопротивление резания и снижает вибрацию обработки на 30%, что подходит для тонкостенных деталей и обработки глубоких отверстий.
Предоставляет 12 типов форм тела инструмента, таких как прямой хвостовик, расширенный хвостовик, Т-слот и т. Д., Соответствующие поворотные и фрезерные машины и пять осевых центров.
2. Прорыв болевых точек в отрасли
Решить узкое место традиционных инструментов
Избегайте риска разрыва нажатия: чипы, генерируемые с помощью однорезового фрезерования, являются порошкообразным, не существует проблемы с препаратом инструмента, а скорость лома заготовки снижается на 90%.
Возможность обработки слепых отверстий: он может забрать к нижней части отверстия, преодолевая трудности обработки микроортинг медицинских устройств и резервы глубокой полости аэрокосмической промышленности.
3. Сценарии приложения и ценность клиента
Медицинские устройства: титановые сплавные винты, обработка имплантатов, в соответствии с медицинской сертификацией ISO 13485.
Аэрокосмическая промышленность: обработка высокой стабильности болтов самолета и высокопрочных сплавов.
Точные формы: решить проблемы скольжения и ослабления точности при обработке твердых материалов (HRC50+)
Резьба с одной зубьями: революционная сила в области точного производства
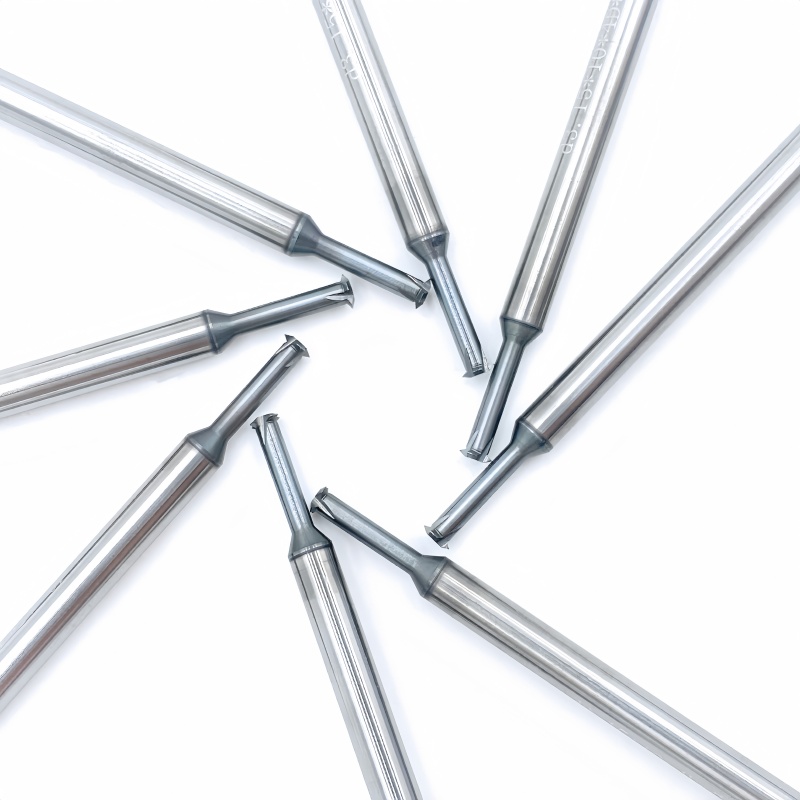
При обработке винтов с сплавами титана для медицинских устройств традиционные краны часто ломаются из -за высокой твердости материала; При обработке высокопрочных резьбов болтов в аэрокосмическом поле многодухно-зубчатые фрезеры ограничены жесткой конструкцией фиксированного шага. Появление резьбовых резаков с одним зубным темпом становится ключевой технологией для решения этих отраслевых болезней с помощью его уникальной однородной спиральной структуры и интеллектуальной адаптивностью программирования. Одиночный фрезерный резак изготовлен из вольфрамового сплава 65 ° и обработан технологией нано-покрытия. Твердость может достигать HRC89, что заставляет его хорошо работать при обработке материалов с высокой гордостью, таких как нержавеющая сталь и сплав титана, и его жизнь увеличивается на 300% по сравнению с традиционными инструментами4. Его основные инновации заключаются в дизайне спирального лезвия с одним зубцами, которая реализует «обработку» с одним новом с помощью программирования ЧПУ, значительно снижая частоту изменения инструмента и снижая вибрацию обработки на 30%3. Эта конструкция прорывается через ограничение традиционных инструментов на фиксированном шаге и может гибко адаптироваться ко всем спецификациям потоков M1-M24, покрывая диверсифицированные потребности метрических тонких зубов (таких как M6 × 0,75) к грубым зубам (например, M24 × 3).



| Название продукта | Одиночный фрецкий фрецкий |
| Количество зубов | 3-4 зуба |
| Покрытие | Balzers Nano Covert |
| Обработка твердости | HRC ≤ 60 ° |
| Тип | Показатель |
| Применимые материалы | Нержавеющая сталь, пластичный железо, сплав, матрица, титановый сплав и т. Д. |
| Машины | Центры обработки с ЧПУ, гравирующие машины, высокоскоростные машины и т. Д. |

| Грубые зубы | ПОДАЧА | Номер заказа стали | Диаметр лезвия |
Длина лезвия | Ханкдиамер | общая длина | Крайд |
| МО.8 × 0,2 | 0,2 | DM214 | 0,55 | 2.8 | 4 | 50 | 3 |
| М1,0 × 0,25 | 0,25 | DM146 | 0,7 | 3.1 | 4 | 50 | 3 |
| М1,2 × 0,25 | 0,25 | DM147 | 0,9 | 3.8 | 4 | 50 | 3 |
| M1,4 × 0,3 | 0,3 | DM148 | 1.05 | 4.4 | 4 | 50 | 3 |
| M1,6 × 0,35 | 0,35 | DM149 | 1.2 | 5.0 | 4 | 50 | 3 |
| M1,8 × 0,35 | 0,35 | DM150 | 1.4 | 5.6 | 4 | 50 | 3 |
| M2,0 × 0,4 | 0,4 | DM151 | 1.5 | 6.2 | 4 | 50 | 3 |
| M2,5 × 0,45 | 0,45 | DM152 | 1.95 | 7.7 | 4 | 50 | 3 |
| M3 × 0,5 | 0,5 | DM153 | 2.4 | 9 | 4 | 50 | 3 |
| M3,5 × 0,6 | 0,6 | DM207 | 2.75 | 10 | 4 | 50 | 3 |
| M4 × 0,7 | 0,7 | DM154 | 3.15 | 12 | 4 | 50 | 3 |
| M5 × 0,8 | 0,8 | DM155 | 4 | 15 | 4 | 50 | 3 |
| M6 × 1,0 | 1.0 | DM156 | 4.8 | 19 | 6 | 50 | 3 |
| M8 × 1,25 | 125 | DM157 | 6 | 26 | 6 | 50 | 3 |
| M10 × 1,5 | 1.5 | DM158 | 8 | 32 | 8 | 60 | 3 |
| M12 × 1,5 | 1.5 | DM159 | 9.4 | 38 | 10 | 75 | 4 |
| M12 × 1,75 | 1,75 | DM160 | 9.4 | 38 | 10 | 75 | 4 |
| M14 × 2,0 | 2.0 | DM161 | 10.2 | 44 | 12 | 75 | 4 |
| M16 × 2,0 | 2.0 | DM162 | 13 | 48 | 14 | 80 | 4 |
| M18 × 2,5 | 2.5 | DM163 | 14.5 | 60 | 16 | 90 | 4 |
| M20 × 2,5 | 2.5 | DM164 | 16 | 60 | 16 | 90 | 5 |
В области медицинских устройств однопоточные резьбы резьбовых фрезерных фрезерных резак стали предпочтительным инструментом для обработки резьбов имплантатов титанового сплава с повторяемой точностью позиционирования ± 0,005 мм. Например, шероховатость поверхности внутренней обработки резьбы костных винтов диаметром всего 1,2 мм может контролироваться при RA≤0,8 мкм, что намного превышает медицинский стандарт ISO 13485.
Поле аэрокосмической промышленности извлекает выгоду из возможностей обработки отверстий инструмента. В обработке резьбы глубокой полости M18 определенной модели деталей самолета двигателя однопоточного фрезерного резания завершила фрезерную фрезерную резьбу с глубиной в 5 раз превышающую диаметр с помощью расширенной конструкции ручки, избегая риска сломанных лезвий традиционных кранов. Кроме того, при изготовлении точного производства плесени инструмент успешно решил проблему чиппированных лезвий при обработке цементированных карбидных материалов и увеличил коэффициент квалификации резьбы с 78% до 98%.
3. Позиционирование на рынке: технологические дивиденды и глобальная планировка
По сравнению с трехпоточными/полными фрезерными резаками, дизайн с одним нагрузкой снижает стоимость закупок на 30%, а жизнь более чем в 10 раз больше, чем у традиционных кранов, что имеет значительное экономичное преимущество в производстве партийного и среднего размера. В настоящее время продукт прошел сертификацию ASO 9001 и AS9100 и получила патенты на модель полезности (например, CN213410688U). Его съемная структура головки резак значительно улучшает удобство технического обслуживания.
С точки зрения стратегии глобализации, производитель предоставляет технические документы на китайском/английском/немецком/испанском языке, охватывающие такие платформы, как Alibaba International Station и Amazon Industrial Products, и выпустила традиционную китайскую версию «однопространственного фрезерного вырезки» для рынков Тайваня и Гонконга, точно достигая многоязычных клиентов.
IV Промышленные тенденции: совместная эволюция интеллектуального производства
По мере того, как машины с ЧПУ развиваются в направлении высокой точности и меньшей рабочей силы, резьбы с одним зубьезом глубоко интегрированы с библиотеками процессов искусственного интеллекта. Производитель автомобильных запчастей повысил эффективность обработки потоков сплавов титанового сплава на 25% и снизилась потерю инструмента на 18% за счет имплантации алгоритма оптимизации параметров обработки. В будущем популяризация 5G+ Industrial Internet будет способствовать применению технологии мониторинга статуса удаленного инструмента и дополнительно раскрывает его технический потенциал.
От микрохозяйственных устройств до макро-авиационных компонентов, резьбовые резьбы с одним зубьезом реконструировали технические границы обработки резьбы с их точностью, гибкостью и долговечностью. Этот инструмент, основанный на интеллектуальном производстве и обновлениях материалов, будет продолжать расширять возможности высококлассного производства и писать новую главу в области точной обработки.
- предыдущий : MXR CNC Back Boring Tool Tungsten Carbide Antivibration Bar 45 °/60 ° хвостовика для титана нержавеющая сталь
- следующий : Стальная вольфрамовая сталь -3 -края круглая носовая фрезека - высокоскоростная карбид -карбидовая мельница для металла/деревообработки - промышленная точная режущая инструмент
сопутствующие товары


Популярные продукты